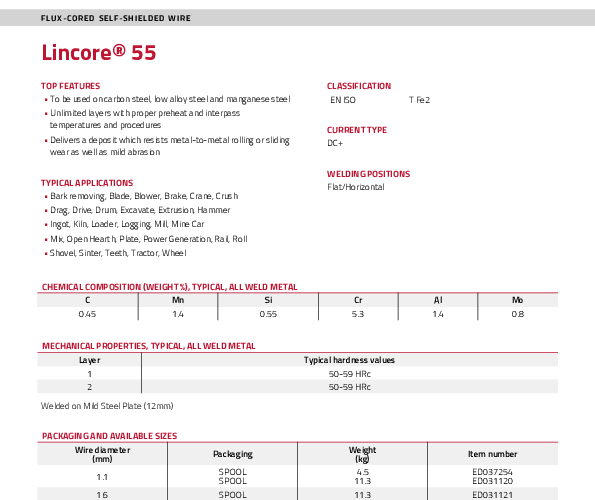
This product features low alloy steels that are specifically designed for rebuilding carbon or low alloy parts used in Metal-to-Metal wear applications. These steels are most effective in non-lubricated rolling or sliding scenarios.
It operates on a voltage of 31(Volt) and has a wire feed speed of 500(in/min). With DC+ Polarity on Current, it offers a range of 80-165(AMPs). The deposition rate for metal-to-metal hardfacing is a maximum of 9.4(lb/hr).
For shielding gas, it can be used with either 75-90% Argon / Balance CO2 or 98% Argon / 2% O2. It is suitable for all welding positions except overhead.
When using LINCORE® 55-G, it is essential to work in a clean area, free from any previous hardfacing deposits, with properly repaired cracks. Cold parts should be warmed to at least 25ºC (75ºF). For thick parts or heavy sections, a higher preheat of 150° - 260ºC (300° - 500°F) is recommended. The composition and properties of the deposit depend on the level of dilution, while single layer deposit properties rely on the base metal and/or build-up material.
| Additional Information |
|---|
| Packaging Description:25lb spool |
| Weld Process:Flux Core |
| Diameter:0.045 |
| Spool Size:25lb spool |
| Brand:Lincoln |
| AWS Spec :E71T-1 |
| Position:All Position |
| Polarity:DC+ |