












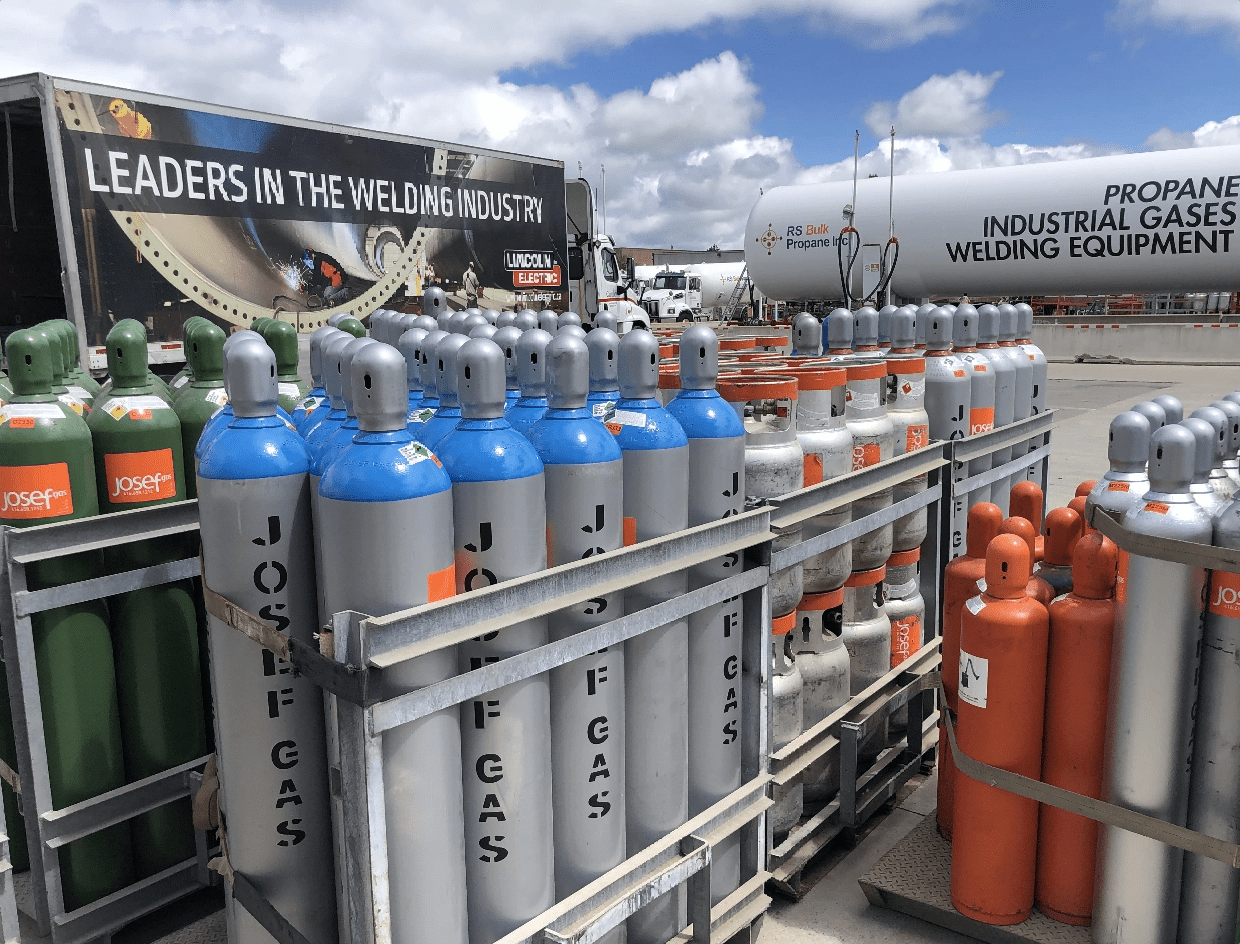
Josef Gas is a renowned name in the realm of industrial gas suppliers, excelling in providing top-notch products and services. As a trusted welding gas supplier and compressed gas supplier Josef Gas has earned a reputation for reliability and efficiency. Their comprehensive range of industrial gas products caters to various sectors, meeting the diverse needs of businesses across the commercial landscape. As a leading commercial propane supplier, Josef Gas plays a vital role in ensuring a steady supply of propane gas for home, or making them the go-to choice for anyone seeking a dependable and reputable propane gas supplier.
See our delivery area for more information.

