Package Price:
$904.35/15kg spoolUsually ships within 3-5 business days
| Additional Information |
|---|
| Packaging Description:15kg spool, 15kg-spool |
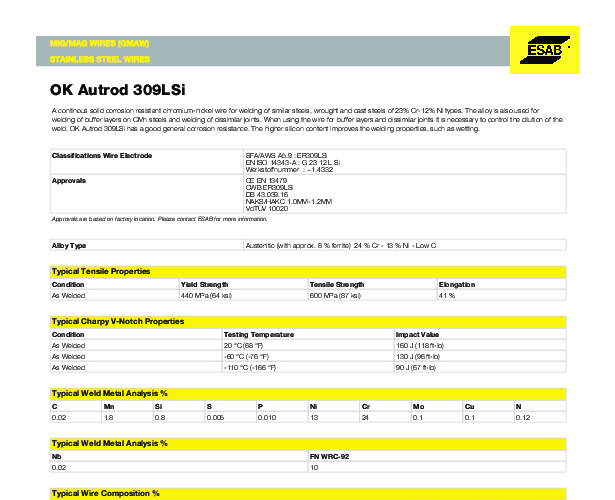
| Weld Process:MIG |
| AWS Spec :ER309LSI |
| Packaging:15kg-spool, 15kg spool |
| Grade:309 HISI, 309-hisi |
| Diameter:0-035, 0.035 |
| Polarity:dc, DC+ |
| Brand:Esab |
| Material Composition:Stainless Steel (309LSi) |
| Wire Diameter:0.035" (0.9mm) |
| Shielding Gas Requirement:Argon/CO2 Mix, Argon/Oxygen Mix |
| Spool Size:15kg (33lb) |
| AWS Classification:ER309LSi |
| Applications:Buffer Layers, Cladding, Dissimilar Metal Joining |
| Alloy Type:Austenitic Stainless Steel |